怎么控制铸铁平板精度做-河北精工

怎么控制铸铁平板精度做
众所周知铸铁平台(铸铁平板)的精度等级可分为000级、00级、0级、1级、2级、3级,关于铸铁平板的高精度是如何达到的,相信大家心里都有一个问号,下面我为大家解析一下。 铸铁平台(铸铁平板)在铸造成型后,经热处理和机床粗加工进入了为关建的刮研阶段,这也是铸铁平板(铸铁平台)jing度高的原因。在刮研全过程中,一般都要经历粗刮、细刮、精刮3个阶段。粗刮阶段:粗刮的首要任务应先解决形位误差问题。粗刮刀迹要宽大、要大刀阔斧地进行。对每个点只刮一次不刮dier次。刀迹方向是同方向顺次排列,每轮变换一次。经过反复循环不断刮研,黑点由_变稠密,由不均匀分布至均匀分布,当任意刮方(25mm×25mm)达到4~6点时,表面粗糙度达到~时即告粗刮阶段中止。细刮阶段:细刮在粗刮基础上进行。细刮的任务主要解决表面质量问题,即接触精度、几何精度(平面度达到/500mm2)、表面粗糙度(~Ra3),同时还要兼顾到形位误差。精刮阶段:精刮是在细刮基础上进行的,精刮的任务是进行提高刮研表面质量,兼顾、核定形位误差。当黑点增加到每任意方20~25点时,即精刮结束,其铸铁平板平面度应为0/500mm2以下,表面粗糙度为Ra0.8~Ra1.6。铸铁平台(铸铁平板)的高精度是这样达到的。
为什么说级别是铸铁平台铸铁平板价格高低的关键 铸铁平台分为0--3级精度 2级3级精度只需粗加工即可达到,_精度要技工机床精加工,加工费用要比低级精度费用高,0级精度需要在精加工之后进行人工刮研,人工刮研是利用刮刀、基准表面、测量工具和显示剂,以手工操作的方式,边研点边测量,边人工刮研加工,使工件达到工艺上规定的尺寸、几何形状、表面粗糙度和密合性等要求的一项精加工工序。因此不同精度等级费用也不一样
铸铁平台、铸铁平板生产厂家的一般生产流程是这样的:
1,制定生产计划,设计图纸;
2,制作消失模-泡沫型;
3,沙坑造型;
4,浇注;
5,毛坯铸件进行回火;
6,机床粗加工;
7,进行二次回火消除内应力,防止变形;
8,进行机床精加工,平台外形尺寸到位;
9,平面度要求高的平台进行人工刮研处理;
10,处理平台的外观,并进行包装。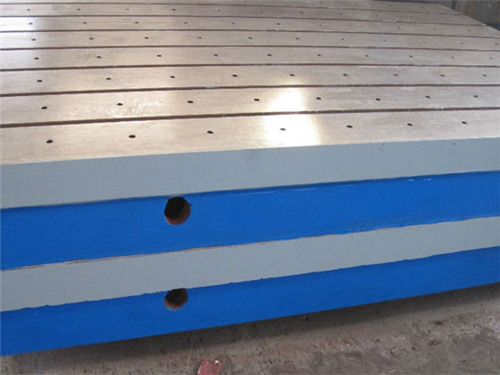
为什么说级别是铸铁平台铸铁平板价格高低的关键 铸铁平台分为0--3级精度 2级3级精度只需粗加工即可达到,_精度要技工机床精加工,加工费用要比低级精度费用高,0级精度需要在精加工之后进行人工刮研,人工刮研是利用刮刀、基准表面、测量工具和显示剂,以手工操作的方式,边研点边测量,边人工刮研加工,使工件达到工艺上规定的尺寸、几何形状、表面粗糙度和密合性等要求的一项精加工工序。因此不同精度等级费用也不一样
铸铁平台、铸铁平板生产厂家的一般生产流程是这样的:
1,制定生产计划,设计图纸;
2,制作消失模-泡沫型;
3,沙坑造型;
4,浇注;
5,毛坯铸件进行回火;
6,机床粗加工;
7,进行二次回火消除内应力,防止变形;
8,进行机床精加工,平台外形尺寸到位;
9,平面度要求高的平台进行人工刮研处理;
10,处理平台的外观,并进行包装。
24小时服务热线
15931740990
联系方式

单位名称:河北精工机床制造有限公司
新厂地址:泊头市开发区4号路北首
老厂地址:泊头市千里屯开发区138号
销售电话:159-3174-0990
销售电话:155-1172-7999

公司名称:河北精工机床制造有限公司 公司地址:泊头市开发区4号路北首 电话:0317-8383049 8383636 手机:15931740990 15511727999(微信同号) 网址:http://www.btjg.com
河北精工机床制造有限公司 2011(C)版权所有 并对网站所有内容保留解释权 冀ICP备12002310号-8

冀公网安备13098102000335号
PowerBy:速贝·网搜宝 网站建设:中科四方 技术支持:速贝微博